PRESSURE CONTROL VALVES - BIOGAS PLANT - COVERED LAGOON DIGESTER

In a digester, pressure control valves (commonly known as pressure relief valves or PRVs) are the primary safety mechanisms of the entire system. Since anaerobic digestion is a continuous process, the pressure inside the tank must be strictly managed to prevent structural damage.
Standard industrial equipment often fails prematurely when exposed to the dual challenges of tropical climates and aggressive biogas atmospheres. Our specialized components are purpose-built to thrive where others degrade.
Designed for Durability & Safety:
- Tropicalized Construction: All enclosures and sensitive components feature enhanced sealing, superior insulation, to withstand extreme humidity and high ambient temperatures. This prevents corrosion, and premature material failure typical in tropical regions.
- Corrosion-Resistant Materials: Components exposed to the acidic and corrosive nature of raw organic waste and biogas are manufactured from high-grade stainless steels and specialized alloys (e.g., AISI 316L, Duplex). This ensures exceptional longevity and reduces maintenance in harsh digester environments.
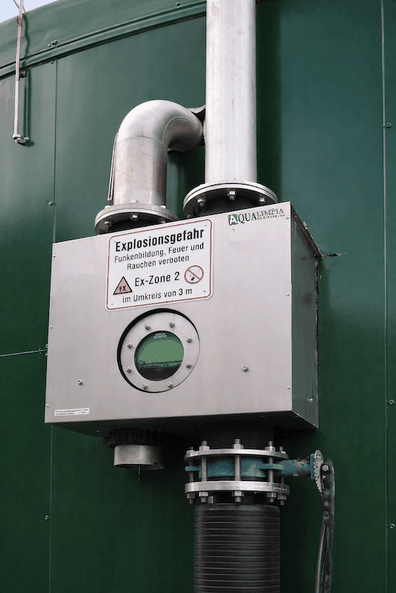
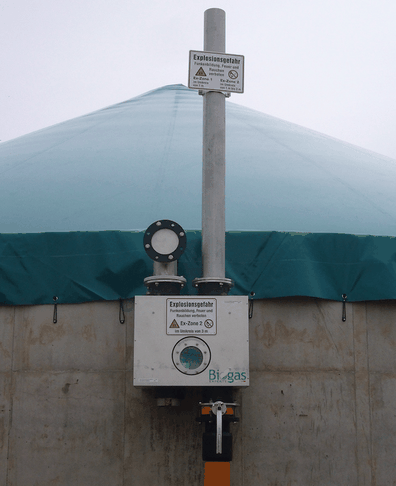
- ATEX-Certified Safety: Operating in biogas systems involves inherent explosion risks. Our equipment is fully ATEX-certified for explosive atmospheres (Zone 1 and Zone 0), guaranteeing maximum safety for your personnel and plant operations.
Structural Integrity
Biodigesters (especially those with geomembrane domes) are sensitive to pressure changes. If gas production is too high and the gas isn't being used, the pressure builds up. A Pressure Relief Valve (PRV) acts as a safety fuse, releasing excess gas to prevent the membrane from bursting or the concrete from cracking.
Vacuum Protection
Negative pressure (a vacuum) is just as dangerous as high pressure. If you pump out sludge or extract gas too quickly, the dome could collapse inward. High-quality valves are dual-acting, meaning they allow air in if a vacuum forms, saving the roof from implosion.
Corrosion Resistance
Because biogas contains Hydrogen Sulfide (), these valves must be built to last. Using Stainless Steel (AISI 316L)and specialized seals ensures that the valve won't rust shut, which would be a catastrophic failure.
Integrated Safety for Digester Integrity
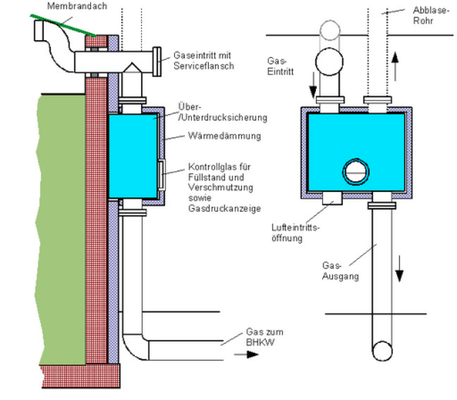
Our over/under-pressure valves are engineered to provide fail-safe protection for biogas plants. Featuring a specialized dual-chamber sealing design, the system utilizes two independent immersion cups to manage both internal pressure and vacuum conditions.
This ensures that the response pressures for over-pressure and under-pressure can be set independently, calibrated precisely by the specific weight of each cup.
Automatic Fluid Management
Our systems are engineered for uninterrupted operational reliability, utilizing an intelligent fluid control architecture that eliminates the guesswork of maintenance. The sealing liquid level is strictly regulated by an internal standpipe, providing a constant and reliable barrier.
A key advantage of this design is its all-weather resilience.
The system automatically detects and discharges excess fluid, such as condensation or rainwater, ensuring that external environmental factors never compromise internal safety parameters. By preventing overfilling, we guarantee that the valve remains perfectly balanced and ready to react at its precise set point.
This translates to enhanced plant safety, minimized downtime, and lower operational overhead, as the system stays primed for action without constant technician oversight.
Precision Monitoring & Connectivity
-
Over-pressure Management: Excess gas is safely vented through a dedicated flange, which can be connected to an optional discharge pipe.
-
Vacuum Protection: In the event of negative pressure, the valve allows external air intake to prevent structural collapse.
-
Visual Control: Operators can easily monitor fluid levels via a specialized immersion pipe for the upper cup and a heavy-duty inspection glass for the lower chamber.
-
Versatile Ports: Each unit includes a standard ½" connection at the upper gas inlet, ideal for rinsing, manual topping up, gas sampling, or installing a pressure gauge.
PRESSURE CONTROL VALVES - BIOGAS PLANT - COVERED LAGOON DIGESTER

Response to under-pressure
Conversely at under-pressure, the vacuum cup is raised (below) and after emersion from the barrier fluid, air can flow into the control valve and into the gas line. The pressure cup remains closed.
Heat insulation.
The over-,under-pressure valve is thermally insulated with a rubber flex insulation. The insulation is resistant to moisture, closed and flame retardant. The thermal insulation is covered with a protective cover made of stainless steel sheet.
Options
We offer three different sizes for the over-, under-pressure, depending on the respective flow amounts:
- AQL 150 for gas amounts up to 150 m3/h at 3 mbar pressure response
- AQL 200 for gas amounts up to 220 m3/h at 3 mbar pressure response
- AQL 273 and AQL 300 for gas amounts up to 600 m3/h at 3 mbar pressure response
PRESSURE CONTROL VALVES - BIOGAS PLANT - COVERED LAGOON DIGESTER